Verständnis der ±0,005 mm Bearbeitungsfähigkeit: Was es wirklich in echten CNC-Product ionen bedeutet.
Vor ein paar Monaten hat uns ein Ingenieur eines europäischen Automatisierungsherstellers eine Ausschreibung für ein komplexes Aluminiumbauteil geschickt.
Auf den ersten Blick sah das Teil ziemlich standardisiert aus. Das Material bestand aus 7075 Aluminium, die Geometrie war nicht besonders kompliziert, und die Menge betrug für einen Pilotbau nur 50 Stück.
Dann öffneten wir die Zeichnung, und eine Notiz fiel uns sofort auf: ±0,005 mm – auf mehreren kritischen Merkmalen im gesamten Teil.
Nicht nur auf einem Lagersitz. Nicht nur bei einer Ortungsfunktion. Auf eine ganze Reihe von Merkmalen, die bestimmen würden, wie die Montage funktioniert.
Die Annahme des Ingenieurs war verständlich. Wenn engere Toleranzen besser sind, warum nicht ±0,005 mm für alles angeben, was zählt?
Dies ist jedoch eines der häufigsten Missverständnisse, die wir bei CNC-Bearbeitungsprojekten sehen.
Die Realität ist, dass das Erreichen von ±0,005 mm möglich ist, aber ob es notwendig, wirtschaftlich oder sogar vorteilhaft ist, hängt ganz von der Funktion des Teils ab.
In diesem Artikel erklären wir, was ±0,005 mm Bearbeitungsfähigkeit tatsächlich bedeutet, wo sie wirklich erforderlich ist, welche Faktoren bestimmen, ob sie konsistent erreicht werden kann, und wie Ingenieure unnötige Herstellungskosten vermeiden können, während sie dennoch Leistungsanforderungen erfüllen.
Der Unterschied zwischen "kann erreichen" und "kann erhalten"
Eines der größten Missverständnisse in der Präzisionsbearbeitung ist die Verwechslung von Maschinenfähigkeit mit Produktionsfähigkeit.
Viele CNC-Anbieter werben damit:
±0,01 mm — ±0,005 mm — sogar ±0,002 mm
Technisch gesehen könnten diese Zahlen unter idealen Bedingungen erreichbar sein.
Aber Ingenieure kaufen selten ein perfektes Teil.
Sie kaufen: 20 Prototypen — 200 Produktionsteile — 2.000 jährliche Bauteile.
Die eigentliche Frage ist nicht: "Kannst du eine Funktion auf ±0,005 mm bearbeiten?"
Die eigentliche Frage ist: "Kannst du diese Toleranz in allen Bereichen konstant aufrechterhalten?"
Hier werden viele Projekte herausfordernd.
Wir haben Situationen gesehen, in denen eine Maschine ein perfektes Erststück produzieren konnte, aber während der Produktion allmählich Abweichungen durch Werkzeugverschleiß, thermisches Wachstum, Materialstress oder Bewegung der Vorrichtung auftraten.
Aus diesem Grund legen erfahrene Hersteller weniger Wert auf Spitzengenauigkeit und mehr auf Prozessstabilität.
In Produktionsumgebungen ist Konsistenz oft wertvoller, als der kleinstmöglichen Zahl auf einer Zeichnung nachzujagen.
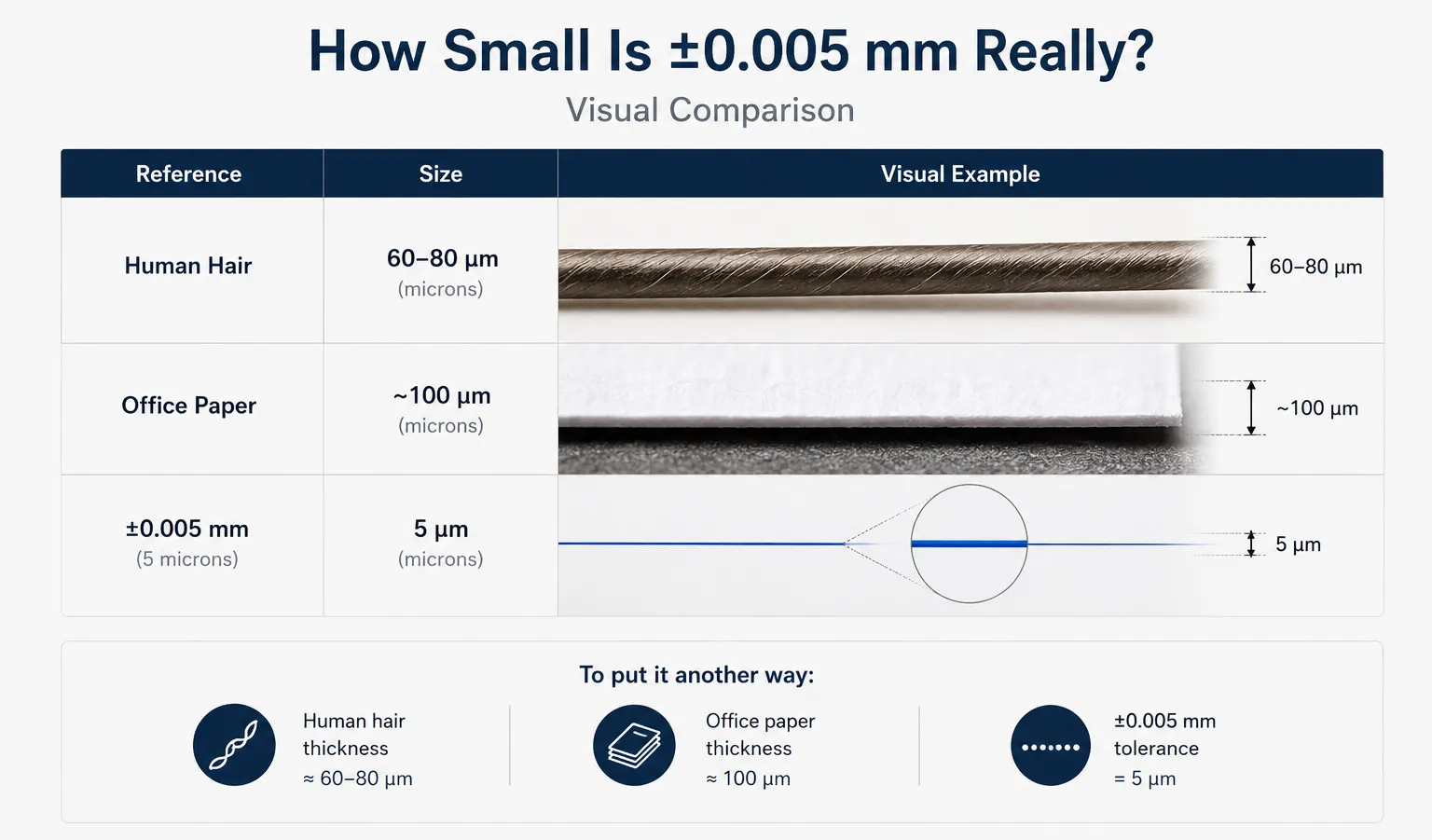
Wie klein ist ±0,005 mm wirklich?
Die meisten Menschen wissen, dass ±0,005 mm eng sind.
Nur sehr wenige visualisieren tatsächlich, wie eng es ist.
Ein menschliches Haar hat typischerweise einen Durchmesser von etwa 60–80 Mikrometern. ±0,005 mm ergibt nur 5 Mikrometer.
Das bedeutet, die gesamte zulässige Variation beträgt ungefähr 1/10 bis 1/20 der Dicke eines menschlichen Haares.
| Referenz | Ungefähre Größe |
|---|---|
| Menschliches Haar | 60–80 μm |
| Büropapierdicke | 80–100 μm |
| ±0,005 mm Toleranz | 5 μm |
Sobald die Toleranzen dieses Niveau erreichen, geht es bei der Bearbeitung nicht mehr nur darum, Material zu schneiden.
Maschinentemperatur, Spindelzustand, Befestigungssteifigkeit, Werkzeugverschleiß, Messunsicherheit und sogar die Umgebungstemperatur in der Werkstatt können beginnen, das Ergebnis zu beeinflussen.
Deshalb erfordert die Bearbeitung mit engen Toleranzen ein vollständiges Fertigungssystem und nicht nur eine hochwertige CNC-Maschine.
Wann ist ±0,005 mm eigentlich notwendig?
Nach unserer Erfahrung geben viele Zeichnungen ultraenge Toleranzen an, einfach weil sie von älteren Designs kopiert wurden.
Die Toleranz sieht beeindruckend aus, trägt aber möglicherweise nicht zur Produktleistung bei.
Zum Beispiel profitiert eine Gerätmontageplatte selten von einer Profiltoleranz von ±0,005 mm. Ob das Maß 50,000 mm oder 50,015 mm beträgt, spielt oft keinen Unterschied.
Andererseits erfordern manche Features tatsächlich dieses Maß an Kontrolle.
Typische Beispiele sind:
Lageranpassungen
Präzisionslokalisierungsflächen
Optische Ausrichtungskomponenten
Halbleiterausrüstungsteile
Positionierungsmerkmale für medizinische Geräte
Hochpräzise robotische Baugruppen
Das Schlüsselprinzip ist einfach: Apply enge Toleranzen nur dort, wo sie die Funktion beeinflussen.
Alles andere sollte, wann immer möglich, entspannt sein.
Eine gut optimierte Zeichnung senkt oft die Bearbeitungskosten, ohne die Produktleistung überhaupt zu verändern.
Warum enge Toleranzen die CNC-Bearbeitungskosten erhöhen
Eine Frage, die wir häufig von Einkaufsmanagern hören, lautet:
"Wenn Ihre Maschine ±0,005 mm erreichen kann, warum steigt dann der Preis im Vergleich zu ±0,02 mm so stark?"
Die Antwort ist einfach: Weil die Bearbeitungskosten nicht von der Maschine selbst bestimmt werden. Sie wird durch den Prozess bestimmt, der erforderlich ist, um das Ergebnis konsistent zu erzielen.
Stellen Sie sich zwei Aluminiumkomponenten vor.
Teil A erfordert eine Toleranz von ±0,05 mm. Teil B benötigt ±0,005 mm.
Auf den ersten Blick scheint der Unterschied nur 0,045 mm zu betragen.
In Wirklichkeit kann der Herstellungsprozess völlig anders sein.
Für eine Standardtoleranzkomponente kann ein Maschinist das Merkmal in einer einzigen Fertigstellung fertigstellen.
Für eine ±0,005 mm Struktur umfasst der Prozess oft:
Weitere Halbfinishing-Operationen
Reduzierte Schnittparameter
Häufigere Werkzeugkompensation
Zusätzliche In-Process-Messungen
Höhere Inspektionsanforderungen
Erhöhtes Schrottrisiko
Je enger die Toleranz, desto kleiner ist die Fehlertoleranz.
Ein Maß, das 0,006 mm überdimensioniert ist, kann auf einer Zeichnung völlig akzeptabel sein und auf einer anderen komplett abgelehnt werden.
Deshalb sollten Ingenieure Toleranz eher als Konstruktionswerkzeug denn als Qualitätsindikator betrachten.
Eine engere Toleranz führt nicht automatisch zu einem besseren Produkt. Es schafft lediglich eine strengere Herstellungsanforderung.
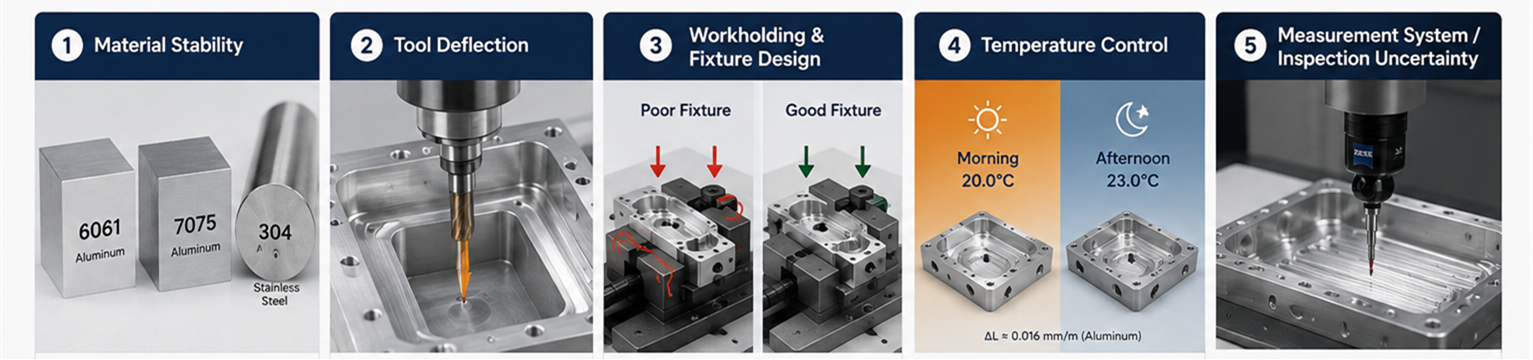
Die fünf Faktoren, die die Präzisions-CNC-Bearbeitung am häufigsten beeinflussen
Viele Menschen nehmen an, dass die Präzisionsbearbeitung nur von der CNC-Maschine abhängt.
In Wirklichkeit ist die Maschine nur ein Teil des Puzzles.
1. Materialstabilität
Nicht alle Materialien verhalten sich beim Bearbeiten gleich.
Zum Beispiel ist 6061-Aluminium im Allgemeinen sehr stabil und leicht zu bearbeiten. 7075-Aluminium bietet eine höhere Festigkeit, kann aber mehr Innenspannungen erzeugen, insbesondere bei großen Luft- und Raumfahrtkomponenten mit erheblicher Materialentfernung.
Edelstahl bringt verschiedene Herausforderungen mit sich. Wärmeerzeugung, Arbeitshärtung und Schneidwiderstand nehmen im Vergleich zu Aluminium zu.
Deshalb ist die gleiche Toleranz bei einem Material leicht zu erreichen und bei einem anderen deutlich schwieriger.
2. Werkzeugablenkung
Eine der größten Herausforderungen beim präzisen CNC-Fräsen ist die Durchbiegung des Werkzeugs.
Betrachten Sie eine tiefe Tasche, die in ein Aluminiumgehäuse eingearbeitet wird. Je tiefer der Hohlraum wird, desto länger muss der Schneider von der Spindel ausgehen.
Selbst wenn die Positionsgenauigkeit der Maschine perfekt ist, kann das Schneidwerkzeug selbst sich unter der Schneidkraft leicht biegen.
Bei flachen Merkmalen ist dieser Effekt vernachlässigbar. Bei tiefen Hohlräumen kann es leicht die Maßgenauigkeit und Oberflächenqualität beeinflussen.
Das ist einer der Gründe, warum erfahrene CNC-Ingenieure oft Werkzeugbahnen neu gestalten, anstatt die Maschine einfach zu verlangsamen.
3. Werkhaltung und Einrichtungsdesign
In vielen Projekten entscheidet die Vorrichtung mehr als die Maschine.
Wir haben einmal ein leichtes strukturelles Aluminiumteil mit über 80 % Materialentfernung bearbeitet.
Die anfängliche Bearbeitungsstrategie schien richtig zu sein. Die Maße waren nach dem Rohziehen akzeptabel.
Nach dem Fertigstellen bewegte sich das Teil jedoch konsequent außerhalb der Toleranz.
Die eigentliche Ursache war nicht die Maschine. Das Problem war durch die Armaturen verursachte Belastung.
Nach der Neugestaltung der Vorrichtung und der Änderung der Bearbeitungsreihenfolge verbesserte sich die Abmessungsstabilität erheblich.
Diese Erfahrung bestätigte eine Lektion, die jeder Maschinenbauingenieur schließlich lernt: Eine Präzisionsmaschine kann schlechte Haltbarkeit nicht ausgleichen.
4. Temperaturkontrolle
Bei engen Toleranzen wird die Temperatur überraschend wichtig.
Metall dehnt sich mit Temperaturänderungen aus und zieht sich zusammen. Ein großes Aluminiumbauteil, das morgens bearbeitet wird, verhält sich möglicherweise nicht genau wie ein am späten Nachmittag gemessenes.
Bei ultrapräzisen Projekten sagen Hersteller oft:
Werkstatttemperatur stabilisieren
All Ersatzteile vor der Inspektion ausruhen
Steuerungsmessumgebungen
Verwenden Sie kalibrierte Inspektionsgeräte
Diese Schritte mögen übertrieben erscheinen, werden aber unerlässlich, wenn die Toleranzen in den Mikronbereich reichen.
5. Unsicherheit im Messsystem und bei der Inspektion
Bei ±0,005 mm wird die Inspektionsmethode selbst entscheidend.
Ein CMM mit ±0,002 mm Unsicherheit verbraucht bereits fast die Hälfte des Toleranzbandes. Ohne eine kontrollierte Umgebung, kalibrierte Geräte und bewährte GR&R überprüfen Sie die Toleranz nicht – Sie schätzen sie.
Deshalb muss bei Arbeiten mit engen Toleranzen die Inspektion als Teil des Herstellungsprozesses und nicht als nachträglicher Gedanke behandelt werden.
Ein echtes Beispiel: Erreichen von ±0,005 mm auf einem komplexen Aluminiumbauteil
Vor einiger Zeit haben wir an einer Aluminium-Gehäusebasis für Automatisierungsanlagen gearbeitet.
Es hatte mehrere Ortungsmerkmale, tiefe, gefräste Taschen und enge Positionsbeziehungen zwischen den Merkmalen. Mehrere kritische Abmessungen wurden mit ±0,005 mm angegeben.
Auf den ersten Blick könnte man meinen, die Herausforderung bestehe darin, diese Zahl bei einem einzelnen Feature zu halten. Aber in der echten Produktion ist das selten der schwierige Teil.
Die eigentliche Herausforderung war folgende: Das Teil erforderte mehrere Bearbeitungsschritte mit Nachabspannen. Jedes Mal, wenn du das Teil neu positionierst, riskierst du, die Positionsbeziehung zwischen den Merkmalen zu verlieren. Bei einem Teil mit ±0,005 mm Positionsanforderungen zwischen tiefen Taschen und Ortungsflächen summiert sich dieses Risiko schnell.
Das bedeutet ±0,005 mm in der Produktion wirklich – nicht nur, ob eine Maschine eine Zahl erreichen kann, sondern auch, ob der Prozess mehrere Setups, Spannungsablastung, Werkzeugverschleiß und thermische Veränderungen übersteht.
So haben wir es gemacht, damit es funktioniert:
Anstatt direkt ins Ziel zu gehen, haben wir einen Halb-Finish-Pass hinzugefügt. Dadurch konnte sich das Material vor dem finalen Schnitt entspannen.
Wir haben auch spezielle weiche Kiefer hergestellt, sodass jedes Teil exakt gleich abgeklemmt wurde – kein Raten des Bedieners.
Wir haben die Materialentfernung während des Rohschnitts durch abwechselnde Schnitte und das Vermeiden von starker Entfernung nur von einer Seite ausgeglichen, was Verformungen bei inneren Spannungen verhinderte.
Und wir nutzten CMM, um nicht nur einzelne Dimensionen, sondern auch die Positionsbeziehungen zwischen den Operationen zu überprüfen – mit sorgfältiger Aufmerksamkeit für Messunsicherheit und Umweltkontrolle.
Die erste Charge hat bestanden. Wichtiger noch: Als das Volumen später zunahm, blieb der Prozess stabil – keine Überraschung.
Und das ist für mich das, was das Verständnis der ±0,005-mm-Fähigkeit wirklich bedeutet:
Es geht nicht darum, ob du eine gute Rolle machen kannst. Es geht darum, ob du die nächsten hundert auf dieselbe Weise herstellen kannst, ohne jedes Mal gegen den Prozess kämpfen zu müssen.

Wie Käufer CNC-Toleranzansprüche bewerten sollten
Viele CNC-Lieferanten werben mit beeindruckenden Toleranzzahlen.
Bevor Sie eine Lieferantenentscheidung treffen, sollten Sie fragen:
Welche Abmessungen können realistisch ±0,005 mm erreichen?
Wird die Toleranzfähigkeit durch die CMM-Inspektion überprüft?
Ist die Toleranz in der Produktion erreichbar oder nur in Prototypenstücken?
Welche Materialien sind in dieser Fähigkeitsbehauptung enthalten?
Kann der Lieferant Inspektionsberichte vorlegen?
Diese Fragen verraten in der Regel mehr über die tatsächliche Leistungsfähigkeit eines Lieferanten als nur die Toleranzbehauptung selbst.
Ein Lieferant, der offen über Prozessbeschränkungen spricht, ist oft zuverlässiger als einer, der bei jedem Projekt eine Genauigkeit auf Mikrometerebene verspricht.
Präzisions-CNC-Fräsen dreht sich um Prozesssteuerung
Die wichtigste Erkenntnis ist diese:
Präzisionsbearbeitung dreht sich nicht um eine einzelne Maschine. Es geht darum, einen gesamten Herstellungsprozess zu kontrollieren.
Die Maschinenfähigkeit ist wichtig. Die Auswahl der Werkzeuge ist wichtig. Das Design der Leuchte ist wichtig. Die Inspektion ist wichtig. Ingenieurerfahrung ist wichtig.
Wenn all diese Elemente zusammenarbeiten, wird das Erreichen enger Toleranzen wiederholbar und nicht zufällig.
Für Branchen wie Medizinprodukte, Robotik, Halbleiteranlagen, Luft- und Raumfahrtkomponenten und Automatisierungssysteme ist diese Konsistenz letztlich das, was die Produktqualität und den Produktionserfolg bestimmt.
Brauchen Sie Hilfe bei der Bewertung von Anforderungen an enge Toleranzen?
Viele Zeichnungen geben extrem enge Toleranzen an, einfach weil sie von früheren Projekten oder internen Standards kopiert wurden.
In manchen Fällen kann das Lockern einer nicht-kritischen Toleranz die Bearbeitungskosten um 20 % bis 40 % senken, ohne die Produktleistung zu beeinträchtigen.
Bei Brightstar Prototype CNC Co., Ltd. überprüft unser Ingenieurteam regelmäßig Kundenzeichnungen, um Folgendes zu identifizieren:
Kritische Dimensionen
Herstellbarkeitsrisiken
Möglichkeiten zur Kostensenkung
Möglichkeiten zur Toleranzoptimierung
Egal, ob Sie präzises CNC-Fräsen, 5-Achsen-CNC-Bearbeitung oder komplexe Aluminiumkomponentenfertigung benötigen – wir helfen Ihnen, Ihr Design vor Produktionsbeginn zu bewerten.
Laden Sie noch heute Ihre Zeichnungen hoch für eine kostenlose Fertigungsprüfung und ein Angebot.
FAQ
Kann CNC-Bearbeitung wirklich ±0,005 mm erreichen?
Ja. Ob diese Toleranz jedoch konsistent erreicht werden kann, hängt von Material, Geometrie, Maschinenfähigkeit, Befestigung und Inspektionsmethoden ab.
Braucht jede Dimension ±0,005 mm?
Nein. Enge Toleranzen sollten nur auf Merkmale angewendet werden, die die Produktfunktion, die Montage oder die Leistung direkt beeinflussen.
Welche Materialien eignen sich am besten für hochpräzise CNC-Bearbeitung?
Aluminium 6061, Aluminium 7075, bestimmte Edelstahlarten und technische Kunststoffe wie PEEK werden häufig für Präzisionsbearbeitungsanwendungen verwendet.
Ist ±0,005 mm in der 5-Achsen-CNC-Bearbeitung erreichbar?
Ja. In vielen komplexen Bauteilen kann die 5-Achsen-CNC-Bearbeitung tatsächlich die Maßgenauigkeit verbessern, indem sie Aufbauten reduziert und kumulative Fehler minimiert.
Wie kann ich feststellen, ob meine Zeichnung übertolerant ist?
Eine Herstellbarkeitsprüfung durch einen erfahrenen CNC-Bearbeitungsanbieter kann helfen, Maße zu identifizieren, die gelockert werden können, ohne die Produktleistung zu beeinträchtigen.
Haftungsausschluss
Die in diesem Artikel bereitgestellten Informationen dienen ausschließlich allgemeinen technischen und fertigungsbezogenen Referenzzwecken. Die tatsächlich erreichbaren Toleranzen können je nach Bauteilgeometrie, Materialeigenschaften, Maschinenzustand, Prüfanforderungen und Produktionsumgebung variieren. Projektspezifische Empfehlungen sollten stets mit qualifizierten Fertigungsingenieuren überprüft werden.