Präzisionsbearbeitung hochwertiger Prototypen mit exzellenter Oberflächenoberfläche
01 Schwerer Test der Ra0,8-Oberflächenrauheit bei High-End-Prototypen
In der Präzisions-CNC-Bearbeitung und Rapid Prototyping ist die Oberflächenoberfläche nie ein überflüssiges ästhetisches Detail, sondern ein zentraler Indikator, der Produkttextur, Markenreputation und Wettbewerbsfähigkeit bestimmt. Unser langjähriger Partner Deutschland-Kunde G, eine Marke, die tief im High-End-Möbelsektor tätig ist, verfolgt ultimative Produktdetails. Diesmal gab der deutsche Kunde G bei Brightstar Prototype CNC Co., Ltd eine Sonderbestellung von 250 exklusiven Metallschlüsselanhänger-Prototypen auf und stellte strenge Anforderungen an die Oberflächenrauheit: Oberflächenrauheit Ra ≤ 0,8 μm, während unser tatsächliches Ergebnis Ra ≤ 0,2 μm war.
Dieser Standard ist deutlich höher als die Oberflächenqualität herkömmlicher bearbeiteter Bauteile. Für den deutschen Kunden G ist diese Charge von Schlüsselanhängern das Kernzubehör der hochwertigen Produktlinie der Marke und richtet sich an qualitätsbewusste Verbraucher. Selbst mikrongroße Gruben oder haarähnliche kleine Kratzer beschädigen die Gesamttextur und untergraben das hochwertige Image, das die Marke seit Jahren aufgebaut hat. Der deutsche Kunde G verlangt nicht nur Chargenkonformität, sondern verlangt auch keine Abweichungen in Oberflächenoberfläche und Erscheinungsbild jedes Endprodukts. Sie muss die Montagegenauigkeit erfüllen und die einzigartige spiegelartige Textur hochwertiger Möbelteile aufweisen, was extrem große Herausforderungen für Bearbeitung, Schleifprozesse und Qualitätskontrollverfahren darstellt und zudem eine technische Herausforderung darstellt, die die meisten Hersteller von schnellen Prototypen auf dem Markt kaum stabil bewältigen können.


02 Brancheneinblicke: Kernwert der Oberflächenrauheit in Präzisionsfertigung und Industriedaten
Die Oberflächenrauheit (Ra-Wert, d. h. arithmetische Mittelwertabweichung des Profils) ist ein zentraler Parameter zur Messung der Qualität präzisionsgefertigter Teile. Laut der internationalen Normungsorganisation ISO 4287:1997 quantifiziert der Ra-Wert den durchschnittlichen Höhenunterschied von Oberflächenmikro-Undulierungen relativ zur Basislinie. Je niedriger der Wert, desto glatter die Oberfläche, und die Prozessschwierigkeit steigt exponentiell. In High-End-Unterhaltungselektronik, Luxuszubehör, Luft- und Raumfahrt, Medizintechnik und anderen Bereichen ist Oberflächenkontrolle seit langem zu einer Marktzugangsgrenze und zum Schlüssel für markendifferenzierten Wettbewerb geworden.
Laut Branchendaten aus dem Global Precision Machining Technology Review 2024 ist die Nachfrage nach Spiegelprototypen mit Ra ≤ 0,2 μm im High-End-Konsumgütersektor im Jahresvergleich um 37 % gestiegen, und mehr als 68 % der High-End-Marken betrachten Oberflächenrauheit als Kernkriterium für die Lieferantenwahl; Ra0,8 μm ist ein hochpräziser Bearbeitungsstandard, während das Erreichen einer ultrapräzisen Oberflächenoberfläche mit Ra ≤ 0,2 μm professionelle Schleifmaschinen, qualifizierte Techniker und ein vollständiges Qualitätskontrollsystem erfordert, und weniger als 20 % der Präzisionsmaschinenhersteller verfügen über stabile Liefermöglichkeiten.
Was den Produktwert betrifft, bringt die ultimative Oberflächenoberfläche drei Kernvorteile: Erstens verbessert die Optik, die Textur, spiegelfähige Oberflächen können die hochwertige Positionierung der Produkte im Einklang mit den Qualitätsanforderungen von Marken wie dem deutschen Kunden G hervorheben; zweitens: Verbesserung der Haltbarkeit, glatte Oberfläche reduziert die Haftung von Verunreinigungen, Verschleiß und Korrosion und verlängert die Lebensdauer des Produkts; Drittens: Sicherstellung der Montagegenauigkeit, der Mikron-Oberfläche mit präzisen Maßen sorgt für eine präzise Montage von Zubehör und verbessert die Gesamtstabilität des Produkts. Das ist der Hauptgrund, warum der deutsche Kunde G Brightstar als Partner wählt – wir erfüllen unser Qualitätsversprechen stets mit ultrahohen Standards.

03-Lösung: Vollprozessgesteuerte Präzisionsbearbeitung + Schleifprozess
Als Reaktion auf die strengen Anforderungen des deutschen Kunden G richtete Brightstar Prototype CNC Co., Ltd ein dediziertes Prozessteam ein, gab umfangreiche Verarbeitungsarten auf und führte eine maßgeschneiderte Lösung ein: "Präzisions-CNC-Bearbeitung + mehrstufiges Präzisionsschleifen + vollständige Prozessqualitätsprüfung". Von der Rohstofflagerung bis zur Lieferung fertiger Produkte steuert jede Verbindung die Präzision streng, um Fehler zu beseitigen, und erreicht schließlich Oberflächenoberflächeneffekte, die die Kundenerwartungen weit übertreffen. Der gesamte Prozess balanciert die Liefereffizienz des schnellen Prototypings mit der Qualitätsstabilität der Präzisionsbearbeitung und passt sich perfekt an kleine, hochwertige maßgeschneiderte Szenarien an.
Aufschlüsselung des Kernprozessflusses:
1. Vorprojekt-Optimierung: Enges Engagement mit dem deutschen Kunden G-Team, Demontage der Struktur, Materialeigenschaften und Oberflächenoberflächenanforderungen von Schlüsselbund-Prototypen, Optimierung der Verarbeitungswege, Vermeidung von Werkzeugspuren, Spannungsverformung und anderen Problemen, Vorhersagen von Schleifschwierigkeiten im Voraus und Erstellung eines mehrstufigen Polierplans.
2. Hochpräzise CNC-Bearbeitung: Einsatz eines 5-Achsen-Gelenk-CNC-Bearbeitungszentrums, Auswahl ultrapräziser Werkzeuge, strenge Kontrolle der Schneidparameter, Realisierung von nahezu vollständiger Formverarbeitung, Verringerung der nachfolgenden Bearbeitung, Reduzierung der nachträglichen Fertigstellung, Reduzierung von Oberflächenfehlerrisiken von der Quelle und Sicherstellung der Maßgenauigkeit und Grundebene der Prototypen.
3. Gradiertes Präzisionsschleifen und Polieren: Das konventionelle Einzelschleifverfahren aufbrechen, dreistufige Verfahren wie Grobschleifen, Feinschleifen und Spiegelpolieren übernehmen, ultrafeine Schleifmaterialien schrittweise ersetzen und manuelle Feinbearbeitung durch erfahrene Techniker durchführen, wobei schwer zu bearbeitende Teile wie Ecken und Lichtbögen der Fokus auf Bearbeitungswerkzeuge und Mikrovorsprünge zur Beseitigung von Werkzeugspuren und Mikrovorsprüngen ausgelöst werden.
4. Hochpräzise Metrologie-Inspektion: Importierte Kontaktprofilometer verwenden, um Ra-Werte an mehreren Punkten jedes Prototyps strikt gemäß ISO 4287-Standards zu erkennen, ergänzt durch manuelle vollständige Erscheinungsinspektion mit Hochleistungsluppe, Doppelkontrollen, um zu verhindern, dass unqualifizierte Produkte in den nächsten Prozess übergehen.

04 Fallübersicht: Vollständige Aufschlüsselung des deutschen Kunden G Schlüsselanhänger-Prototypprojekts
Die diesmal für den deutschen Kunden G hergestellten Schlüsselanhängerprototypen sind ein typisches Kleinserien-Projekt mit hoher Präzision und hoher Erscheinungsanforderungen und Rapid Prototyping, das das Qualitätskonzept "niemals Qualitätskompromisse eingehen, erst unsere eigene Inspektion bestehen, bevor wir Kunden erreichen" durchläuft und zugleich ein wahres Bild unserer "obsessiven Qualitätskontrolle" darstellt.
Kernparameter des Projekts:
Während der Projektförderung haben wir die Standards wegen der kleinen Bestellmenge nicht gelockert. Nach der ersten Bearbeitung führte das Qualitätskontrollteam eine strenge vollständige Inspektion durch, überprüfte Oberflächenmängel einzeln und stellte fest, dass 132 Prototypen winzige Vertiefungen und Kratzer aufwiesen. Auch wenn diese Fehler die Montage nicht beeinträchtigten, begannen wir dennoch entschlossen mit der Überarbeitung, bearbeiteten, schliffen neu und inspizierten alle nicht qualifizierten Teile erneut. Schließlich wurden 118 Erstchargen-qualifizierte Produkte aussortiert, und die übrigen 132 überarbeiteten Teile erfüllten alle die Standards nach der Nachbearbeitung. Wie wir intern sagten: "Es gibt keinen Qualitätskompromiss, nur qualifizierte und unqualifizierte. Selbst wenn es nur Defekte im Mikrobereich gibt, werden wir sie niemals an den deutschen Kunden G fließen lassen."
Nach wiederholtem Debuggen der Prozessparameter und verfeinerten Mahlvorgängen führten wir mehrere Gruppen von Probenahmetests an den Endprodukten durch, und die tatsächlichen Messdaten überstiegen bei weitem die Ra0,8μm-Anforderung des deutschen Kunden G. Die spezifischen Daten sind wie folgt:

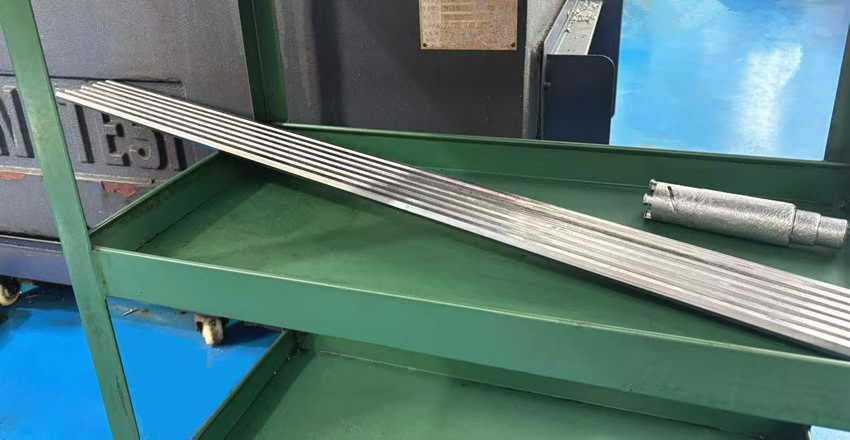
Die schließlich gelieferten G-Schlüsselanhänger-Prototypen des deutschen Kunden verfügen über eine spiegelglatte Oberfläche, eine zarte und hochwertige Textur, die perfekt zur hochwertigen Positionierung der Marke passt und eine doppelte Einhaltung von "Maßgenauigkeit + Oberflächentextur" erreicht, sodass das deutsche Kundenteam G direkt die Montage ohne sekundäre Überarbeitungen durchführen kann.


05 Qualitätskontrolle: Fehlerfreies "obsessives" Qualitätskontrollsystem
Als Hersteller, der sich auf Präzisions-CNC-Bearbeitung und Rapid Prototyping spezialisiert hat, betrachtet Brightstar Prototype CNC Co., Ltd stets die Qualitätskontrolle als Kernwettbewerb, hat die Zertifizierung für Qualitätsmanagementsysteme ISO9001:2015 bestanden und ein Qualitätskontrollsystem für hochpräzise Prototypen mit "Full-Process, Full-Coverage, Null-Toleranz"-Qualitätskontrollsystem für hochpräzise Prototypen aufgebaut, was auch unser Vertrauen ist, die Bedürfnisse von High-End-Kunden wie dem deutschen Kunden G stabil zu erfüllen.
Unsere Qualitätskontrolle ist keine End-of-Line-Probenahme, sondern durchläuft den gesamten Prozess der Rohstofflagerung, Verarbeitung, Mahlung, Inspektion und Verpackung: Die Rohstoffe werden vor der Lagerung auf Material und Ebeneheit geprüft, um zu verhindern, dass minderwertige Rohstoffe die Oberflächenoberfläche beeinträchtigen; Für jeden Prozess im Verarbeitungsprozess werden Inspektionsposten eingerichtet, um Parameter zu korrigieren und Fehler zeitnah zu überprüfen; Die Endproduktstufe führt eine doppelte Überprüfung von "Instrumentenerkennung + manueller Nachinspektion" durch, und nur wenn Oberflächenrauheit, Maßgenauigkeit und Erscheinungsfehler alle qualifiziert sind, kann sie als qualifiziert gelten; Im Verpackungslink wird eine spezielle stoß- und staubdichte Verpackung verwendet, um Kratzer und Stöße während des Transports zu vermeiden und sicherzustellen, dass Fertigprodukte in perfektem Zustand an den deutschen Kunden G geliefert werden.
Diese "obsessive" Qualitätskontrolle, die "lieber zeitaufwendig überarbeitet, niemals Qualität kompromissiert" ist nicht nur für die Kunden verantwortlich, sondern hält sich auch an den Ruf der Branche. Für hochwertige Kunden wie den deutschen Kunden G setzen wir stets höhere Standards als die Kundenanforderungen um, sodass jeder Präzisionsprototyp, der aus der Fabrik geliefert wird, ein Bonusartikel für die Produkte der Kunden werden kann.
06 Lieferergebnisse: Spiegelfinish-Leistung übertrifft die Erwartungen bei Weitem
Die erfolgreiche Umsetzung des deutschen Kunden G-Schlüsselanhängerprojekts hat Win-Win-Ergebnisse erzielt und das gegenseitige Vertrauen zwischen beiden Parteien weiter vertieft. Was die Qualität betrifft, haben wir die vom Kunden geforderte Ra0,8μm-Oberflächenoberfläche auf ein spiegelfähiges Niveau von Ra≤0,2 μm aufgewertet, mit einem Mindestwert von nur 0,066μm, und die Oberflächenoberfläche übertraf die Kundenerwartungen bei weitem, ohne Erscheinungsfehler und mit vollständiger Textur; Was die Lieferung betrifft, haben wir die Effizienzanforderungen des schnellen Prototypings ausbalanciert, die Lieferung von 250 fertigen Produkten pünktlich unter strenger Qualitätskontrolle abgeschlossen, ohne Verzögerungen und ohne fehlerhafte Produkte; In Bezug auf die Zusammenarbeit schätzte der deutsche Kunde G die Verarbeitungsergebnisse sehr hoch, und mit höchster Oberflächenqualität und anspruchsvoller Serviceeinstellung sind wir erfolgreich zum Kernlieferanten von präzisionsgefertigten Prototypen für den deutschen Kunden G geworden.
Dieser Fall beweist zudem vollständig, dass im Bereich der Präzisionsbearbeitung und der schnellen Prototypenentwicklung der eigentliche Kernwettbewerb nie der günstige Wettbewerb ist, sondern die technische Stärke und die Qualitätskontrollfähigkeit. Brightstar hält sich stets an Technologie als Kern und Qualität als Ergebnis, was High-End-Marken wie den deutschen Kunden G hilft, wettbewerbsfähigere Produkte zu entwickeln.
07 Branchen-FAQ: Antworten auf Kernfragen zur Präzisionsoberflächenbearbeitung
F1: Wie groß ist der Unterschied zwischen Ra0.8 und Ra0.2 Oberflächenfinish? Was sind die Unterschiede in den Hauptanwendungsszenarien?
A: Ra0,8μm ist ein industrieller, hochpräziser Standard, der hauptsächlich für konventionelle Präzisionszubehörteile verwendet wird; Ra0.2μm ist ein spiegelfähiger Standard mit zartem Handgefühl und gleichmäßiger Reflexion, hauptsächlich in hochwertigen Konsumgütern, optischen Zubehör, Medizinprodukten und anderen Szenarien mit hohen Anforderungen an Erscheinungsbild und Präzision eingesetzt. Das Ra0,07μm, das wir diesmal für den deutschen Kunden G erreicht haben, gehört zur ultrapräzisen Spiegelqualität mit einer Textur, die weit besser ist als herkömmliche Produkte mit hohem Standard.
F2: Können Kleinserien-Rapid-Prototyping-Bauteile stabil ultrapräzise Oberflächenoberflächen erreichen?
A: Ja. Brightstar konzentriert sich auf schnelles Prototyping und Präzisionsbearbeitung in kleinen Chargen und passt flexible Prozesse für Kleinchargenbestellung an. CNC-Bearbeitung + Präzisionsschleifen können ohne Öffnung der Form realisiert werden, und Kleinchargenaufträge wie die 250 Stücke des deutschen Kunden G können ebenfalls stabil die Standards erfüllen und so Effizienz und Qualität ausbalancieren.
F3: Welche Kernfaktoren beeinflussen das Oberflächenfinish? Wie stellt man die Konsistenz der Charge sicher?
A: Kernfaktoren sind die Präzision der Verarbeitungsgeräte, Werkzeugauswahl, Schleifprozess, Qualitätskontrollprozess, Materialeigenschaften usw. Wir gewährleisten die Konsistenz des Oberflächenfinishes und der Größe der Chargenteile durch standardisierte Prozessparameter, fachkundige Technikerbedienung, vollständige Prozessinspektion und genaue Instrumentenmessung, wodurch Chargenunterschiede eliminiert werden.
F4: Wie wird Ihr Unternehmen mit Mängeln während der Bearbeitung umgehen?
A: Wir setzen das Null-Defekt-Prinzip um. Winzige Fehler, die im deutschen Kunden-G-Projekt gefunden wurden, werden ohne Ausnahme überarbeitet und neu gemacht, und wir werden niemals fehlerhafte Produkte als gute ausgeben. Für den gesamten Überarbeitungsprozess fallen keine zusätzlichen Kosten an, bis die fertigen Produkte den Kundenanforderungen vollständig entsprechen.
08 Unsere Kernverpflichtungen und Einladung zur Zusammenarbeit
1. Niemals Kompromisse bei der Qualität: Alle Präzisionsbearbeitungs- und Rapid-Prototyping-Teile werden strikt nach Kundenstandards umgesetzt, mit nachverfolgbaren tatsächlichen Messdaten und ohne Nichteinhaltung der Standards geliefert;
2. Professionelle technische Unterstützung: Mit jahrelanger Tiefenbearbeitung in der Präzisionsbearbeitung verfügen wir über ein qualifiziertes Technikerteam und hochwertige Verarbeitungsanlagen, die in der Lage sind, ultrapräzise Oberflächenbearbeitung von Ra0,05 μm und mehr zu erreichen;
3. Effiziente und schnelle Lieferung: Anpassung an schnelle Prototyping-Bedürfnisse, schnelle Reaktion auf Kleinchargen, strenge Kontrolle der Bauzeit und keine Verzögerung des Produkteinführungsfortschritts der Kunden;
4. Full-Process Attendentive Service: Eins-zu-eins-Projektandocken, frühe Prozessoptimierung, mittelfristige Fortschrittssynchronisation, späte Nachverkaufsunterstützung, sorgenfreie Zusammenarbeit während des gesamten Prozesses.
Wenn Sie, wie der deutsche Kunde G, Bedarf an Präzisions-CNC-Bearbeitung, Schnellprototyping, Kleinserienanpassung von Präzisionsprototypen und insbesondere strengen Anforderungen an Oberflächenrauheit und Maßgenauigkeit haben, wenden Sie sich bitte an Brightstar Prototype CNC Co., Ltd. Wir bieten Ihnen kostenlose Prozesslösungen und genaue Kostenvoranschläge an und nutzen erstklassige Technologie sowie höchste Qualität, um Ihre Produkte wettbewerbsfähig zu machen und Ihr vertrauenswürdiger Partner für Präzisionsbearbeitung zu werden.
Quellen
1. ISO 4287:1997, Geometrische Produktspezifikationen (GPS) – Oberflächentextur: Profilmethode – Begriffe, Definitionen und Oberflächentexturparameter
2. Global Precision Machining Technology Review 2024, Trendanalyse der Oberflächennachfrage nach hochwertiger Konsumgüter-Präzisionsbearbeitung