Stahl-Anodisierungsalternative: Präzisions-CNC-Bearbeitung von Oberflächenveredelungslösungen für Schwarzoxidbeschichtung
In der Schnellprototypen- und Präzisions-CNC-Bearbeitungsbranche erhalten wir täglich Ausschreibungen von Ingenieuren aus aller Welt. Meistens sind die Zeichnungen klar und eindeutig. Gelegentlich gibt es jedoch Situationen, in denen Teile zu Schrott werden können – wie das heutige Beispiel: eine Oberflächenbehandlungsanforderung, die physikalisch unmöglich zu erreichen ist, nämlich das Eloxieren an Stahlteilen.
Dieses Projekt stammt aus dem europäischen Bereich der industriellen mechanischen Montage und umfasste zwei Teile, die Vergaser und Abschrecken erfordern: Rockwell-Härte HRC 56±2, effektive gehärtete Schichttiefe 0,3+0,1 mm, allgemeine Toleranz gemäß ISO 2768-f und die ausdrücklich geforderte Zeichnung: "Oberflächenoberfläche: Schwarze Anodisierung."
Für viele Maschinenwerkstätten ohne tiefgehende Ingenieurerfahrung geben sie vielleicht einfach ein Angebot und produzieren dann Schrott. Weil Stahl das Standard-Aluminium-Eloxizierungsverfahren nicht verwenden kann. Direkte Eloxierung würde zu Produktablehnung und Leistungsversagen führen.
In diesem Artikel zeigen wir, wie Brightstar Prototype CNC Co., Ltd. professionelle Oberflächenveredelungstechnik einsetzt, um Missverständnisse im Kundendesign zu korrigieren und praktikable Alternativen anzubieten.


Wenn "anodisierend" auf Stahlzeichnungen erscheint
Einige Designer und Produktingenieure arbeiten über lange Zeit intensiv mit Aluminium. Die Anodisierung verleiht Aluminium eine schöne schwarze Farbe, ausgezeichnete Abnutzungsbeständigkeit und Korrosionsbeständigkeit. Daher kann Trägheitsdenken bei der späteren Umstellung auf die Entwicklung hochfester Stahlbauteile dazu führen, dass sie "Oberflächenoberfläche: Anodisierung" angeben.
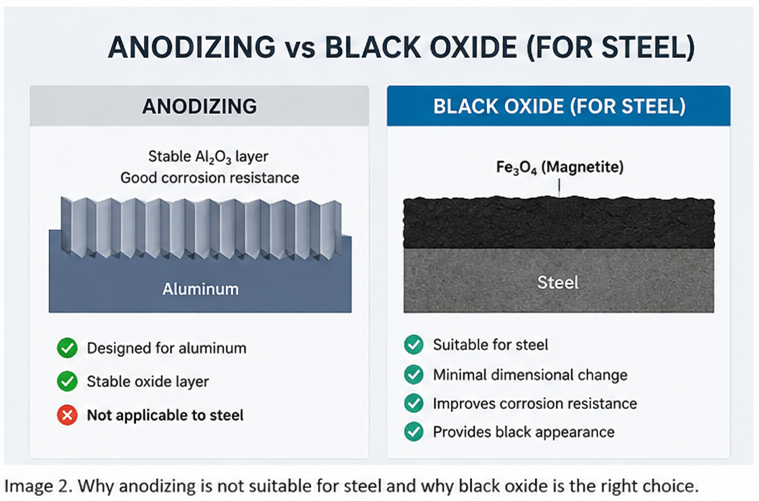
Das Kernprinzip der Eloxierung besteht darin, das Metall als Anode in eine Elektrolytlösung zu legen und Strom anzuwenden, um eine Oxidationsreaktion auf seiner Oberfläche auszulösen, wodurch ein Metalloxidfilm entsteht. Der anodisierende Elektrolyt und die Parameter sind für den Aluminiumoxidfilm (Al₂O₃) ausgelegt. Während der Anodisierung erzeugt Aluminium Al₂O₃ (Aluminiumoxid), das eine dichte, stabile Struktur und eine starke Haftung am darunterliegenden Aluminiumsubstrat aufweist. Wird Stahl jedoch in dasselbe Bad gelegt, erzeugt das Eisenelement im Stahl unter anodisierenden Bedingungen eine Mischung aus FeO, Fe₂O₃ und Fe₃O₄. Die Oxidschicht ist locker, rissig und kann keine dichte Schutzschicht bilden; stattdessen bildet es lockere, leicht abziehbare Korrosionsprodukte. Deshalb kann Stahl nicht eloxiert werden. Wenn man gewaltsam versucht, zu "anodisieren", erreicht die Stahloberfläche nicht das gewünschte Aussehen und die Leistung und wird zu Schrott.
Die tatsächlichen Kosten von Oberflächenbehandlungsfehlern
Laut einer Umfrage der Society of Manufacturing Engineers (SME) liegen etwa 23 % aller Ursachen für Bearbeitungsschrott auf falsche Oberflächenbehandlungsspezifikationen. In der Rapid-Prototyping-Phase verlängert eine durch Material-Prozess-Missanpassungen verursachte Entwurfsüberarbeitung die Projektvorlaufzeiten im Durchschnitt um 5–8 Arbeitstage.
Brightstar Korrekte Oberflächenbehandlungs-Entscheidungspfad
Das folgende Diagramm zeigt die Entscheidungslogik, die das Ingenieurteam von Brightstar nach Erhalt einer Zeichnung dieses Projekts mit "Stahlanodisierungs"-Anforderungen befolgt hat:

Detaillierte Lösung der Schwarzoxidbeschichtung für Stahl
Wenn ein Kunde auf eine "schwarze" Farbe besteht und das Material Stahl ist (wie Q235B, 59CrV4), empfehlen wir den Oberflächenbehandlungsprozess mit Schwarzoxid, manchmal auch als "Blackening" bezeichnet.
Warum Black Oxide wählen?
Das Prinzip des Stahlblackenings (Schwarzoxid) ist wie folgt: Der Stahlteil wird in eine heiße alkalische oxidierende Lösung (typischerweise mit Natriumhydroxid und Natriumnitrit) bei etwa 140 °C eingetaucht. Unter der Wirkung des Oxidationsmittels erzeugt die Stahloberfläche eine dichte Magnetit- (Fe₃O₄)-Dünnschicht. Die Kernreaktion besteht darin: Eisen reagiert mit Natriumnitrit in einer alkalischen Umgebung und bildet zunächst Natriumferrit (Na₂FeO₂) und Natriumferrat (Na₂Fe₂O₄), die dann hydrolysieren, um ein schwarzes Fe₃O₄-Präzipitat zu bilden, das fest an der Werkstückoberfläche haftet und eine dichte schwarze Schutzschicht bildet. Dies macht es besonders geeignet für die Oberflächenbehandlung von Präzisionsstahlteilen.
Obwohl sowohl das Anodisieren von Stahl (versucht) als auch das Schwärzen von Stahl letztlich dieselbe chemische Zusammensetzung, Fe₃O₄, erzeugen, sind die "Formungsmethode" und die "Filmstruktur" völlig unterschiedlich, was zu sehr unterschiedlichen Leistungen führt. Unter sauren, anodisierenden Bedingungen (Strom durch die Stahloberfläche als Anode führen) findet neben der Bildung von Fe₃O₄ gleichzeitig eine heftige Sauerstoffentwicklungsreaktion statt, bei der Gasblasen ständig auf den wachsenden Film einschlagen und Durchlöcher sowie Mikrorisse erzeugen. Der pH-Wert im Anodenbereich fällt stark ab, und Fe₃O₄ ist unter stark sauren Bedingungen instabil, löst sich teilweise auf und zerstört die Integrität des Films weiter. Im Gegensatz dazu findet chemische Schwärzung in einer heißen, konzentrierten alkalischen Umgebung statt, wodurch Fe₃O₄ durch "in-situ langsame Umwandlung" durch Oxidations-Reduktionsreaktionen ohne Blasenaufprall und ohne Auflösung wachsen kann, wodurch eine dichte, intakte und stark haftende Fe₃O₄-Schutzfolie entsteht. Einfach ausgedrückt: Das Fe₃O₄, das durch Schwärzung gebildet wird, ist eine dichte Schutzschicht, die "wächst" an ihren Platz; das Fe₃O₄, das die Anodisierung zu bilden versucht, ist eine lose Rostschicht, die durch Sauerstoffblasen "auseinandergesprengt" wird. Gleiche Komposition, andere Struktur, entgegengesetzte Aufführung.
Warum sich für die Schwarzoxidbehandlung für Stahlteile entscheiden
Natürlich gibt es neben der Eloxierung viele weitere Oberflächenbehandlungsmethoden für Stahl. Warum haben wir also Schwarzoxid gewählt? Denn für die meisten gehärteten Stahlteile, die ein schwarzes Aussehen benötigen und enge Toleranzen einhalten müssen (wie dieses Projekt), ist Schwarzoxid ingenieurtechnisch angemessener als jede Farbe oder Beschichtung.
Datenvergleich: Schwarzoxid vs. andere Oberflächenbehandlungsoptionen
Um den Kunden zu helfen, warum wir Schwarzoxid empfehlen, haben wir folgende Vergleichstabelle erstellt:
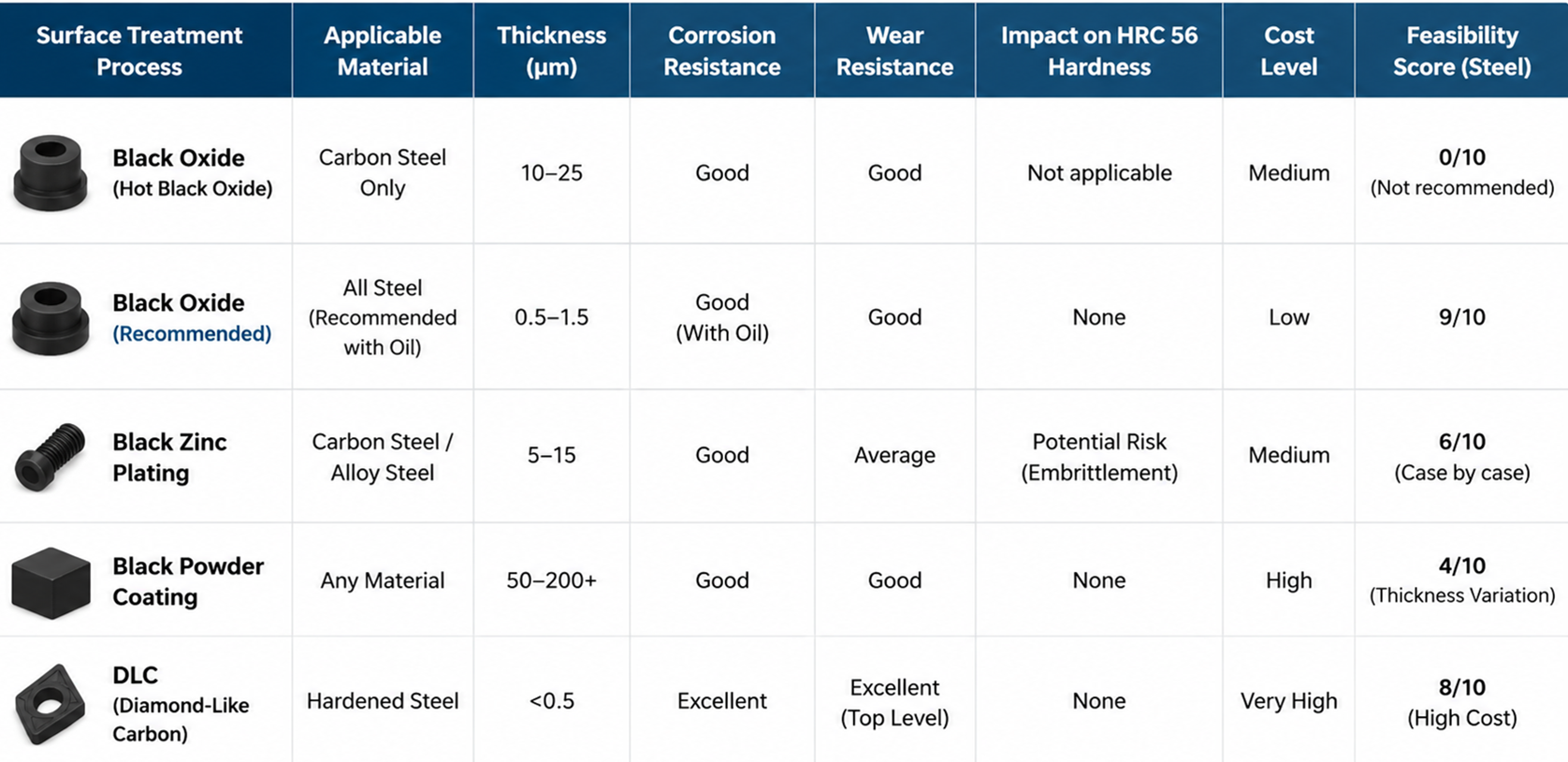
Aus dieser Tabelle wissen wir, dass Schwarzoxid das beste Gleichgewicht zwischen Maßgenauigkeit, Kosten und Prozesskompatibilität erreicht.
Brightstar-Fallstudie: Einhaltung der HRC 56±2- und ISO 2768-f-Toleranz – einschließlich Schwarzoxid-Oberflächenbeschichtung
Herausforderungen
Teile nach dem Verkohlen und Abschrecken neigen zu Ovalität oder Verformung (Verformungskontrolle).
59CrV4-Material ist empfindlich gegenüber Oberflächenfehlern.
Schwarzoxid muss auf die Endmaße ohne Nachbearbeitungsfenster aufgetragen werden.
Unser Ausführungsprozess
Engineering Review: Es wurde festgestellt, dass das Anodisieren nicht machbar ist, und wurde proaktiv empfohlen, auf Schwarzoxid umzusteigen.
Wärmebehandlungsoptimierung: Verwendung von leicht kompensiertem Bearbeitungsmaterial (Vorverformungskontrolle). Beim Q235B-Teil haben wir vor dem Vergasen 0,2 mm Schaft gelassen und nach dem Abschrecken präzise auf die Endtoleranz geschliffen.
Anpassung der Prozesssequenz: Rohdrehen/Fräsen → Vergasen und Abschrecken auf HRC 56 → präzises Schleifen kritischer Verbindungsflächen → Schwarzoxid → Endreinigung und Verpackung.

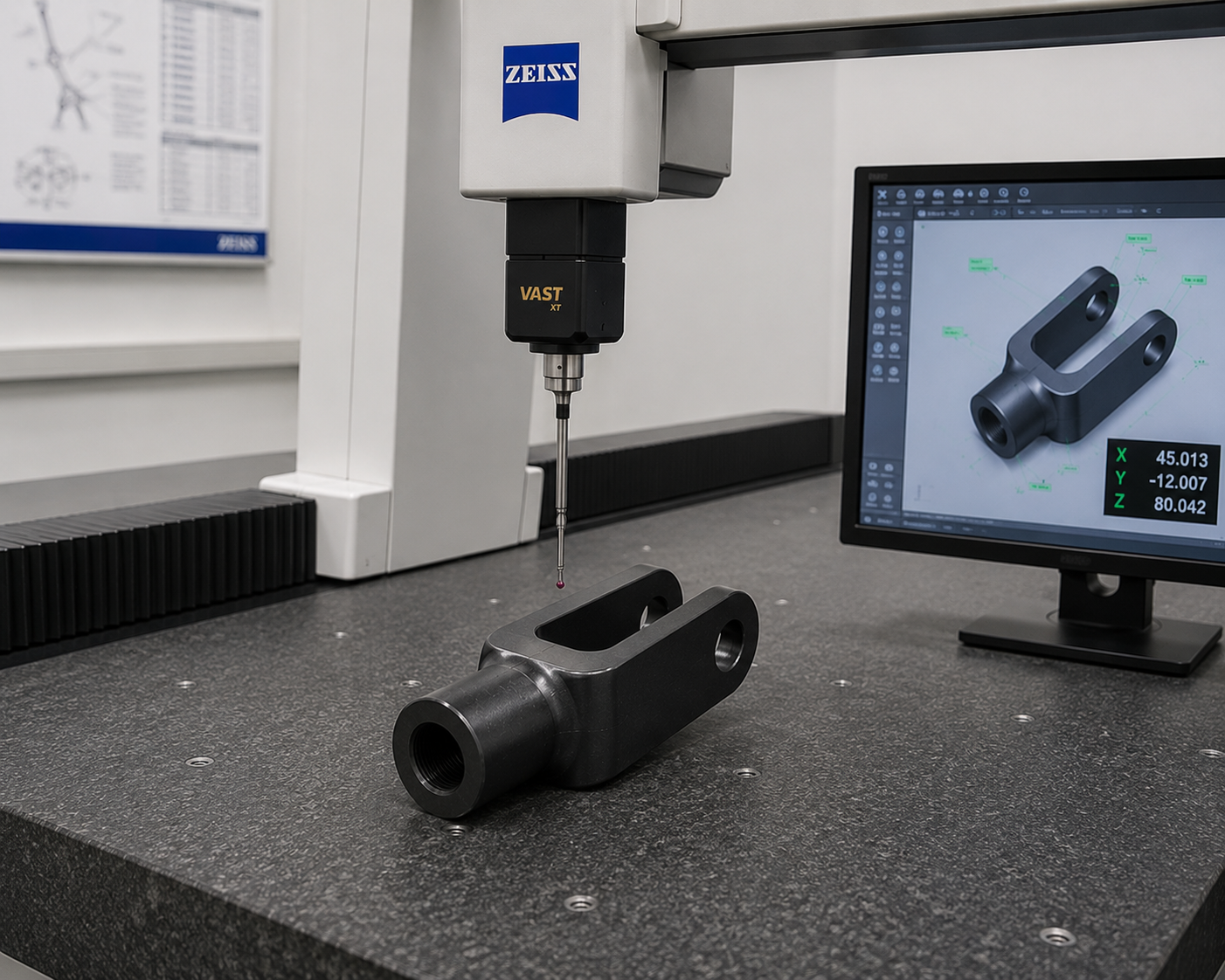
Qualitätskontrolle: Verwendete den Vickers-Härtetester, um eine effektive gehärtete Schichttiefe von 0,35 mm zu überprüfen (entspricht 0,3+0,1); CMM-Messungen bestätigten, dass alle Maße die Toleranz von Medium Grade nach ISO 2768-f erfüllten.
Endergebnisse
Härte: HRC 56±2 (ausgezeichnete Gleichmäßigkeit)
Aussehen: Einheitlich tiefschwarz, matt, ohne Flecken
Montage: Der Freistand erfüllte vollständig die Anforderungen der Kundenmontage
Kundenfeedback: Die Oberflächenoberfläche erfüllte die Erwartungen.
Brightstar Prototype CNC Co., Ltd – Ihr Partner für Oberflächenbearbeitungstechnik
Brightstar Prototype CNC Co., Ltd ist nach dem Qualitätsmanagementsystem ISO 9001:2025 zertifiziert. Unser Ingenieurteam verfügt über mehr als 10 Jahre Erfahrung in der Präzisionsbearbeitung und Rapid Prototyping und ist auf komplexe Projekte spezialisiert, die Material-Prozess-Mismatchs, enge Toleranzen und spezielle Oberflächenbehandlungen betreffen.
Zu den Branchen, die wir bedienen, gehören Automobilkomponenten, Industriemaschinen, Medizintechnik, Robotik und mehr. Im Durchschnitt helfen wir globalen Kunden, jedes Jahr über 50 potenzielle Probleme zu vermeiden, die durch Designspezifikationsfehler verursacht werden.

FAQ: Häufige technische Fragen zur Stahloberflächenbehandlung
F1: Verändert die Behandlung mit Schwarzoxid die Abmessungen des Bauteils?
A: Kaum. Die Dicke der Schwarzoxidbeschichtung beträgt nur 0,5–1,5 μm, was deutlich dünner ist als andere Oberflächenveredelungsverfahren (z. B. Zinkbeschichtung: 5–15 μm, Pulverbeschichtung: 50+ μm). Daher ist es besonders geeignet für Bauteile mit engen Toleranzen, wie ISO 2768-f, ohne dass nach der Oberflächenbehandlung ein Sekundärschleifen erforderlich ist.
F2: Beeinflusst Schwarzoxid die ursprüngliche Härte oder die Wärmebehandlungsergebnisse des Stahls?
A: Nein. Die Temperatur des Schwarzoxidprozesses beträgt etwa 140°C, was deutlich unter der Anlasstemperatur von Stahl liegt (typischerweise über 200°C). Daher verändert es weder die Härte des HRC 56±2 noch die effektive Tiefe der gehärteten Schicht. Dies unterscheidet sich von Prozessen, die hohe Temperaturen oder saure Umgebungen erfordern, wie bestimmte Beschichtungen oder Anodisierung.
F3: Mein Teil ist 59CrV4 Federstahl. Verursacht Schwarzoxid Wasserstoffversprödung?
A: Nein. Das Schwarzoxidverfahren erzeugt keine Wasserstoffionen und birgt kein Risiko für Wasserstoffversprödung. Wenn jedoch Einlegen oder Galvanisieren (z. B. Zinkbeschichtung) verwendet wird, ist das Backen nach dem Plattieren bei 200 °C für über 4 Stunden (Wasserstoffentlastung) erforderlich. Wir legen dies in unserer Prozessplanung klar fest.
F4: Wie hoch ist die maximale Stahlteilgröße, die Sie handhaben können?
A: Unsere CNC-Ausrüstung kann Stahlteile bis zu 1200 x 800 x 600 mm für ein einzelnes Teil bearbeiten. Oberflächenbehandlung (Schwarzoxid) kann Teile jeder Größe innerhalb dieser Hülse tragen.
Lassen Sie nicht zu, dass Ihr nächster Prototyp an der Oberflächenbehandlung stecken bleibt
Lassen Sie nicht zu, dass eine "unmögliche Prozessanforderung" Ihren Fortschritt in der Produktentwicklung behindert. Bei Brightstar Prototype CNC Co., Ltd machen wir weit mehr als nur Metall zu schneiden:
Kostenlose technische Rezension: Reichen Sie Ihre Zeichnung (Material, Toleranz, Oberflächenbehandlungsanforderungen) ein, und wir analysieren die Herstellbarkeit innerhalb von 24 Stunden.
Vorschläge für proaktive Optimierung: Wenn wir ein Problem wie "Stahlanodisierung" finden, stellen wir formelle technische Dokumentation mit alternativen Lösungen bereit.
Schnellprototyping: In Kombination mit unseren schnellen Prototyping-Dienstleistungen können wir in nur 7 Tagen One-Stop-Lösungen von Wärmebehandlung bis Schwarzoxid liefern.
Handeln Sie jetzt:
Schick deine RFQ oder Zeichnung an ann@brightrapid.com
Oder besuchen Sie unsere Website: https://www.brightrapid.com
Lassen Sie professionelle Oberflächenveredelungstechnik Ihre Präzisionskomponenten schützen.
Urheberrechtshinweis: Dieser Artikel stammt ursprünglich von Brightstar Prototype CNC Co., Ltd und basiert auf einem realen Projektfall. Datenvergleiche stammen aus internen Tests und öffentlichen Industriestandards (ASTM B117, ISO 27830). Unbefugte Vervielfältigung ist verboten.
Quellen
1. Laut dem ASM-Handbuch, Band 5: Oberflächentechnik, "bilden Eisen und seine Legierungen unter sauren Anodisierungsbedingungen instabile, poröse und im Allgemeinen nicht schützende Oxidationsprodukte, die sich völlig von der dichten Aluminiumoxidschicht auf Aluminium unterscheiden. Daher wird Eloxierung nicht kommerziell zur Stahlbehandlung verwendet." — ASM International, 1994, S. 482.
2. SME (Gesellschaft der Fertigungsingenieure). "Qualitätskosten in der Oberflächentechnik-Untersuchung", 2022. S. 45.